 手機直線:
手機直線: 咨詢熱線:0571-56211150
咨詢熱線:0571-56211150







自由鍛是采用簡單的通用工具或鍛造設備的上、下砧直接對坯料施加外力,使坯料產生變形而獲得所需幾何形狀及內部質量的鍛件加工方法,是大型鍛件的主要生產方法。隨著提高材料利用率、縮短產品周期、節能減排和提高鍛件質量等方面要求的提高,自由鍛向著越來越精確的方向發展,因此要求鍛造工藝的設計人員根據實際情況,綜合考慮鍛造過程中每一個因素,設計出材料利用率高、火次少、操作簡單、質量可靠的鍛造工藝。
大型T形鍛件截面,由于鍛件長度是鍛壓設備鍛造尺寸的數倍,因此需要多次局部成形才能最終得到合格的鍛件。為了描述方便,將T形截面長度L較大的一端稱為“大端”,T形長度L較小的一端稱為“小端”。確定T形截面形狀的尺寸共有四個,分別是大端長度L1,大端高度H1,小端長度L2,小端高度H2。不同的尺寸組合會使T形截面結構發生變化,而不同的比例和尺寸將導致不同的鍛造成形方法。如L1=200mm、H1=100mm情況下,L2為50mm、100mm、150mm和H2為50mm、100mm、150mm九種不同的T形截面形狀。
采用自由鍛方法成形T形截面鍛件的基本過程是:鋼錠壓鉗口、倒棱、錯底→鐓粗、拔長成扁方→成形出T形截面鍛件。T形截面鍛件的成形以鐓粗為主,鍛造工藝方案選擇的基本原則是:1)根據體積決定成形方式。選擇大端和小端之中體積較大的一端來確定扁方尺寸,體積較小的部分作為主變形區域;2)根據比例決定成形方式。對于L1/L2較大的鍛件,以小端為主變形區,反之則以大端為主變形區。對于H1/H2較大的鍛件,以小端為主變形區,反之則以大端為主變形區;3)以下壓量和扁方尺寸決定成形方式。以成形過程中下壓量最少和成形過程中扁方不失穩為判斷成形方式好壞的標準之一。
成形T形截面鍛件的方法需要根據零件特點、現有工裝等方面情況確定,下面就對可能使用的方法進行介紹并進行有限元分析,從而確定每種方法的可行性及適用范圍。
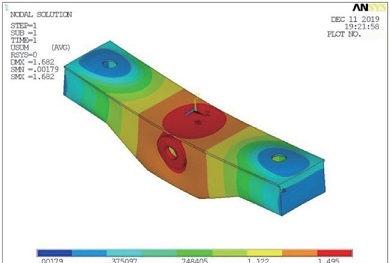
局部鐓粗法是將扁方的高度與T形截面鍛件大端長度L1一致,在鍛造過程中,成形T形小端的金屬放于成形設備上下砧之間進行局部鐓粗成形,大端保持不動。從900mm×750mm扁方成形T形截面鍛件的過程可以發現,T形小端在成形過程中高度H2增大,長度L2減少。由于成形過程中金屬被擠出上下砧,因此T形大端高度H1在成形過程中增大。而T形大端的長度L1由于變形區金屬流動的影響,從開始變形的750mm減小為730mm左右。采用該方法成形的T形截面鍛件大端底部斜度較大,需修整后才能得到規則的鍛件。該方法以T形大端確定扁方尺寸,T形小端為主變形區域,適于成形T形小端高度H2較大、長度L2較小的鍛件,不適合成形T形大端長度L1較大的鍛件。
設計與T形截面相同形狀的下模,將寬度與T形小端長度L2一致的扁方放入下模中,采用平砧鐓粗成形T形大端。值得注意的是,如果采用下模與上砧同寬的模具結構,在上砧下壓過程中,扁方上部分金屬會流向模具外側而不是填充 T形截面大端,使得鍛件在軸向上彎曲。這是由于金屬流向鍛件軸向的阻力遠遠小于填充T形大端的阻力,因此成形結果類似于拔長,而且通過增大扁方高度來提高T形大端填充性的效果也不理想。
專業從事有限元分析公司│有限元分析│CAE分析│FEA分析│技術服務與解決方案
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.yw15777.cn,轉載請注明出處和相關鏈接!